
结合国内外已有报废光伏组件的技术方法和经验来看,
无机酸和有机酸溶解:只针对EVA的去除和分离,未考虑到边框的拆除和硅晶片再利用,且剩下的废液也难处理。
物理分离法:不够完善,未能分离各单一的组分。原生硅回收
可采取多种处理方法相结合的方式,取长补短,探索出合适的回收原生硅处理方法。将光伏组件放入焚烧炉中,设置反应温度600℃进行焚烧。焚烧完成后,将电池、玻璃和边框等手工分离。回收的各类材料进入相应的回收程序,塑料类的材料完全焚烧。
回收原生硅发电在不远的将来会占据世界能源消费的重要席位,不但要替代部分常规能源,而且将成为世界能源供应的主体。预计到2030年,可再生能源在总能源结构中将占到30%以上,而回收原生硅在世界总电力供应中的占比也将达到10%以上;到2040年,可再生能源将占总能耗的50%以上,太阳能光伏发电将占总电力的20%以上;到21世纪末,可再生能源在能源结构中将占到80%以上,太阳能发电将占到60%以上。这些数字足以显示出太阳能光伏产业的发展前景及其在能源领域重要的战略地位。由此可以看出,太阳能电池市场前景广阔。回收原生硅的经济收益低,市场对回收原生硅回收动力不大由于光伏组件回收成本高,比如回收组件的设备购置和维护又是一比额外的成本。回收原生硅回收的收益低,若要实现对废旧光伏组件进行规模化回收的目标,仍然还有很长的路要走。
电池片是组件的核心。购买电池等于把制造商一半的房子压在你手上。回收电池片
为了购买电池,我们需要从电池的来源了解客户投诉的整个过程,从销售组件后,这将更加方便。
需要学习的知识点如下:
一、多晶硅的加工制造,特别是高纯多晶硅的加工制造工艺。
二、世界主要多晶硅供应商应熟悉年产3000吨以上的工厂。
三、电池性能和行业指标;
四、电池片质量,尤其是低劣质量的电池片对组件的外观和内在影响;
五、全球电池主要供应商,包括国内主要供应商;
六、多晶硅市场波动趋势及供应链渠道构成;
七、电池的加工制造过程,特别是关注质量问题。
八、关于电池片引起的客户投诉。
太阳能组件回收 太阳能电池板的使用变得很普遍,这种设备在进行使用前需要进行测试,才能保证设备的良好功能得以发挥,测试的方法想必大家还不是特别的了解,下面这篇文章为大家详解:
测试方法:
一、由于太阳能电池板组件的输出功率取决于太阳辐照度和太阳能电池温度等因素,因此电池组件的测量在标准条件下(STC)进行,标准条件定义为:大气质量AM1.5,光照强度1000W/m2,温度25℃;
二、开路电压:用500W的卤钨灯,0~250V的交流变压器,光强设定为3.8~4.0万LUX,灯与测试平台的距离大约为15-20CM,直接测试值为开路电压;
三、在以上条件下,电池组件所输出的功率称为峰值功率,在很多情况下,组件的峰值功率通常用太阳能模拟仪测定,按标准规格进行测定。
太阳能电池板组件的测试方法是这种产品进行使用前必须要了解的,只有设备测试调试好了,才能保证设备的良好运行,才能避免以后的使用中出现设备的故障,希望文中讲解的内容对大家的操作使用有帮助。
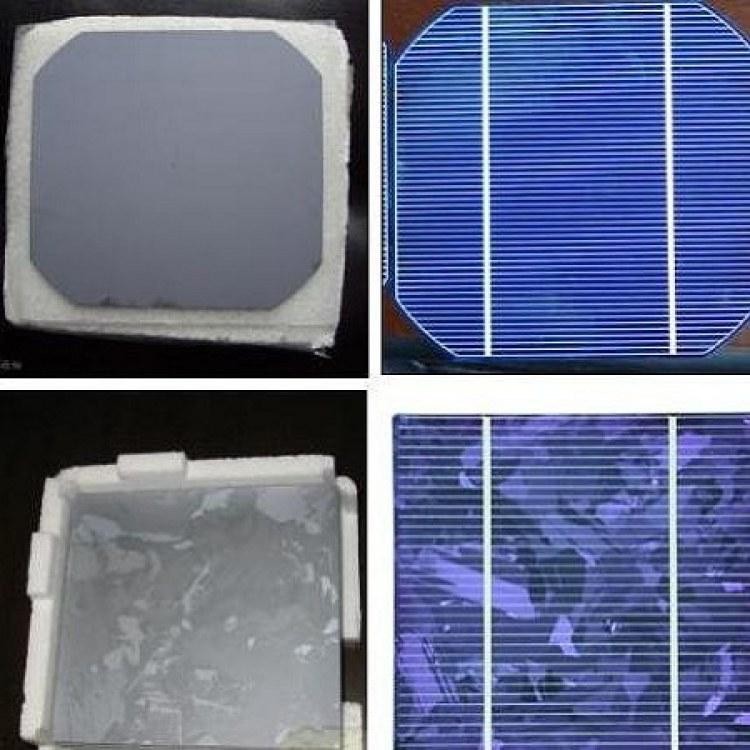
回收电池片 缺角崩边电池片回收 碎电池片回收 诚信公司回收,电池片主要作用是发电,发电主体市场上主流的是晶体硅太阳电池片、薄膜太阳能电池片,两者各有优劣。晶体硅太阳能电池片,设备成本相对较低,光电转换效率也高,在室外阳光下发电比较适宜,但消耗及电池片成本很高;薄膜太阳能电池,消耗和电池成本很低,弱光效应非常好,在普通灯光下也能发电,但相对设备成本较高,光电转化效率相对晶体硅电池片一半多点,如计算器上的太阳能电池。硅胶密封作用,用来密封组件与铝合金边框、组件与接线盒交界处有些使用双面胶条、泡棉来替代硅胶,国内普遍使用硅胶,工艺简单,方便,易操作,而且成本很低。